




我们的【绕筋机不用】钢筋弯曲中心核心技术视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:【绕筋机不用】钢筋弯曲中心核心技术的图文介绍


● 为减轻工人劳动强度和提高施工形象,链条式主筋自动上料机构和自动焊接机械手可供用户选择(不)。为什么不加机械手?一些钢筋笼滚笼机厂家为了利益客户去采购,我们不,因为点焊率低。
绕筋机 产品优势
● 大盘部分灵活的模圈及十字筋安装设计,可根据不同的桩基规格灵活更换,经济适用;
● 固定盘旋转、移动盘部分行走及旋转、由一台 PLC 和 3 台变频器来设定, 要求电机同步,保证了成品笼子的整体尺寸;
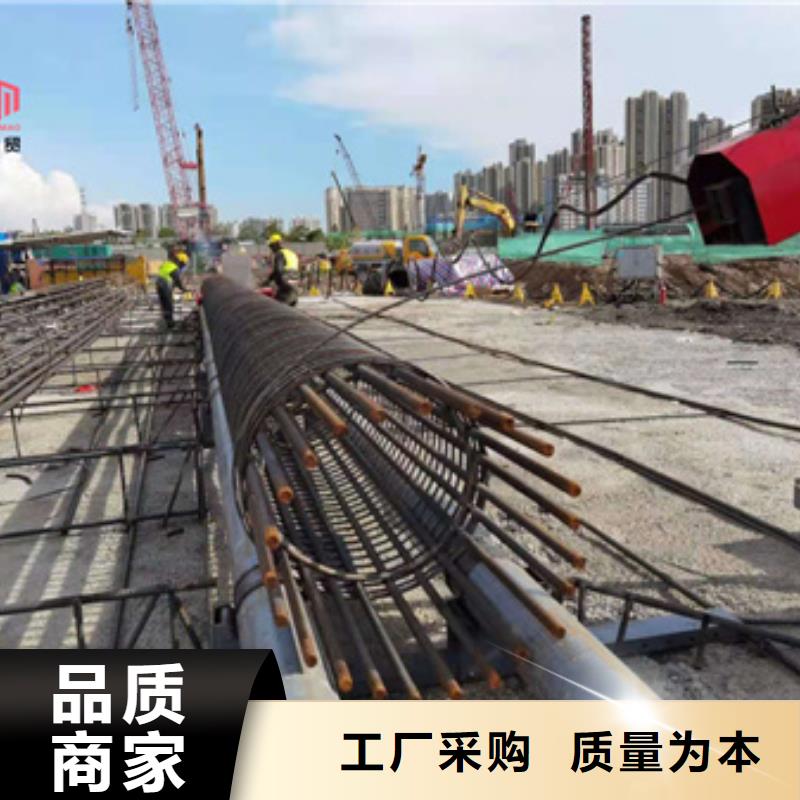
● 可完成桩基直径 400mm-2500mm 桩基单主筋单箍筋、双箍筋单主筋,以及双主筋双箍筋的焊接工作;
● 固定机架及移动机架进行了结构优化,降低主机重量,减轻了动力单元的负载,从而可制作目前较重的钢筋笼;
● 轮缘结构进行了优化设计,摒弃之前方钢冷弯后加工的工艺,更改为原材料为高强度的无缝钢管,经过精密的冷弯成型,之后直接使用。如此轮缘与支撑辊的圆面接触,增大了接触面。使得设备运行更加平稳且, 设备运行惯量大大降低;
绕筋机 产品优势
● 大盘部分灵活的模圈及十字筋安装设计,可根据不同的桩基规格灵活更换,经济适用;
● 固定盘旋转、移动盘部分行走及旋转、由一台 PLC 和 3 台变频器来设定, 要求电机同步,保证了成品笼子的整体尺寸;
● 可完成桩基直径 400mm-2500mm 桩基单主筋单箍筋、双箍筋单主筋,以及双主筋双箍筋的焊接工作;
● 固定机架及移动机架进行了结构优化,降低主机重量,减轻了动力单元的负载,从而可制作目前较重的钢筋笼;
● 轮缘结构进行了优化设计,摒弃之前方钢冷弯后加工的工艺,更改为原材料为高强度的无缝钢管,经过精密的冷弯成型,之后直接使用。如此轮缘与支撑辊的圆面接触,增大了接触面。使得设备运行更加平稳且, 设备运行惯量大大降低;



建贸机械设备有限公司视 广东湛江钢筋弯曲中心产品质量为企业的生命,我们从原材料到产品出厂的全过程进行质量跟踪控制。完善的质量管理体系和检测设备为用户提供质优 广东湛江钢筋弯曲中心产品提供可靠保证。



绕筋机1.1.1电弧焊:由焊条通过焊接电流产生的电弧热进行钢筋连接的一种方法。钢筋竖向连接,在现场使用较多的是绑条焊和搭接焊。帮条焊宜采用对接钢筋为同级别、同直径的钢筋制作。在两主筋端面之间的间隙应为2~5mm。当设计无具体要求时,1)受拉区不宜大于50%;受压区不受限制;2)接头不宜设置在有抗震设防要求的框架梁端、柱端的箍筋加密区;当无法避开时,对等强度高质量机械连接接头,不应大于50%;3)直接承受动力荷载的结构构件中,不宜采用焊接接头;当采用机械连接接头时,不应大于50%。式中la纵向受拉钢筋的锚固长度,按9-2-1-2条确定;2)构件中的纵向受压钢筋,当采用搭接连接时,其受压搭接长度不应小于纵向受拉钢筋搭接长度的0.7倍,且在任何情况下不应小于200mm。(3)在梁、柱类构件的纵向受力钢筋搭接长度范围内,应按设计要求配置箍筋。当设计无具体要求时,1)箍筋直径不应小于搭接钢筋较大直径的0.25倍;



绕筋机主筋搭接长度是其直径的10倍,在搭接处,笼子的主筋端部不在同一断面上,间隔错开500~1000mm,每根主筋端部不需要在弯曲机上加工。现场施工时,在搭接处帮附一条长300~500mm的棒材。这种施工速度快,简单易行,但浪费材料,搭接处对混凝土的流动性有影响。主筋搭接长度是其直径的40倍,在搭接处,笼子的主筋端部都在同一断面上,其中一个笼子的主筋端头要在弯曲机上加工成“Z”字型。这种搭接的优点是:现场施工时,对搭接处的焊接要求不高,间断点焊即可,施工速度快,搭接处主筋对混凝土的流动性影响小。其缺点是:由于搭接长度长,主筋的使用量会有些增加,造成材料的浪费。国外多采用这种连接方式。对接对接处,主筋端头不需要在弯曲机上加工。
